






Máquina de mandrilar e fresar de cabeça oposta BOSM-6010


1. Uso da máquina:
A furadeira e fresadora CNC de coluna dupla com pórtico de viga fixa BOSM-6000*1000 é uma máquina-ferramenta especial para o processamento de braços/braços de escavadeiras. A mancal permite o processamento rápido da peça, que pode ser furada, fresada e furada dentro da faixa de curso efetiva, podendo ser processada no local de uma só vez (sem necessidade de fixação secundária), com alta velocidade de carga e descarga, alta velocidade de posicionamento e alta precisão de processamento. Alta eficiência de processamento.
2.Estrutura da máquinacaracterísticas:
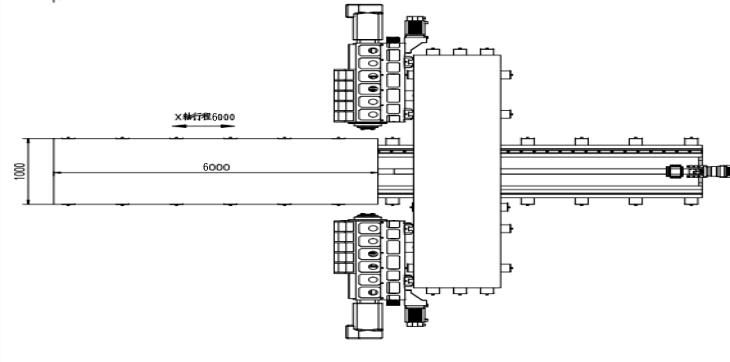
Os principais componentes da máquina-ferramenta: cama, bancada, colunas esquerda e direita, vigas, vigas de conexão de pórtico, selas, carneiros, etc., grandes peças são feitas de moldagem de areia de resina, fundição de ferro cinzento 250 de alta qualidade, recozido em poço de areia quente → envelhecimento por vibração → tratamento térmico Recozimento de forno → envelhecimento por vibração → usinagem de desbaste → envelhecimento por vibração → recozimento de forno a quente → envelhecimento por vibração → acabamento, elimina completamente o estresse negativo das peças e mantém o desempenho das peças estável. A cama fixa, as colunas esquerda e direita, o pórtico e a bancada se movem; Tem as funções de fresamento, mandrilamento, perfuração, escareamento, rosqueamento, etc. O método de resfriamento da ferramenta é o resfriamento externo. A máquina-ferramenta contém 5 eixos de avanço, que podem realizar a articulação de 4 eixos e a ação única de 5 eixos. Existem 2 cabeças de potência. O eixo da máquina-ferramenta e o cabeçote motorizado são mostrados na figura abaixo.


2.1A estrutura principal da parte de alimentação da transmissão axial
2.1.1. Eixo X:A mesa de trabalho se move lateralmente ao longo do trilho-guia da cama fixa.
Acionamento do eixo X 1: servo motor CA mais redutor planetário de alta precisão são acionados por parafuso de esferas para impulsionar o movimento da bancada para realizar o movimento linear do eixo X
Forma do trilho-guia: coloque dois trilhos-guia lineares de precisão de alta resistência.
2.1.2 Eixo Z1:A cabeça de força e uma sela são instaladas verticalmente na parte frontal da coluna e oscilam para cima e para baixo ao longo do trilho-guia da coluna.
Transmissão do eixo Z1: servo motor CA e roda síncrona são usados para acionar o parafuso de esferas para acionar a sela e realizar o movimento linear do eixo Z
2.1.3 Eixo Z2:A cabeça de força e uma sela são instaladas verticalmente na parte frontal da coluna e oscilam para cima e para baixo ao longo do trilho-guia da coluna.
Transmissão do eixo Z2: servo motor CA e roda síncrona são usados para acionar o parafuso de esferas que aciona a sela para realizar o movimento linear do eixo Z.
2.1.4 Eixo Y1:O assento do cabeçote é instalado verticalmente na parte frontal da coluna direita e faz movimento alternado para a esquerda e para a direita ao longo do trilho-guia da coluna.
Transmissão do eixo Y1: servo motor CA mais redutor planetário de alta precisão são usados para acionar o carneiro para se mover através do parafuso de esferas para realizar o movimento linear do eixo Y1
2.1.5 Eixo Y2:O assento do cabeçote é instalado verticalmente na parte frontal da coluna direita e faz movimento alternado para a esquerda e para a direita ao longo do trilho-guia da coluna.
Transmissão do eixo Y2: servo motor CA mais redutor planetário de alta precisão são usados para acionar o cilindro e movê-lo através do parafuso de esferas para realizar o movimento linear do eixo Y2.
2.2 A direção de movimento da cabeça de potência de perfuração e fresagem (incluindo a cabeça de potência 1 e 2) é guiada por 4 pares de trilhos de guia de rolos lineares, e o acionamento adota servo motor CA para acionar a correia síncrona (i = 2) e a transmissão do par de parafusos de esferas de precisão. A cabeça de potência adota servo O motor é desacelerado pela correia síncrona e pela roda síncrona, guiada pelo par de trilhos de guia de precisão de alta resistência, e aciona o parafuso de esferas vertical para girar para realizar o movimento vertical da cabeça de potência. Também é equipado com uma barra de equilíbrio de nitrogênio para reduzir a cabeça ao parafuso e o servo motor. O motor do eixo Z tem uma função de freio automático. Em caso de falha de energia, o freio automático segurará o eixo do motor firmemente para que ele não possa girar. Ao trabalhar, quando a broca não toca na peça de trabalho, ela se alimenta rapidamente; quando a broca toca na peça de trabalho, ela muda automaticamente para alimentação de trabalho. Quando a broca penetra na peça de trabalho, ela muda automaticamente para rebobinamento rápido; Quando a ponta da broca deixa a peça de trabalho e atinge a posição definida, a mesa de trabalho se move para a próxima posição do furo para realizar a circulação automática. O cabeçote motorizado adota a combinação de arame e trilho rígido, o que não só garante a velocidade de operação do equipamento, como também aumenta significativamente sua rigidez. E pode realizar as funções de perfuração de furo cego, fresamento, chanfradura, quebra de cavacos, remoção automática de cavacos, etc., o que melhora a produtividade da mão de obra.

(cabeça de potência esquerda)
2.3. Remoção e resfriamento de cavacos
Transportadores de cavacos em espiral e de corrente plana são instalados em ambos os lados, abaixo da bancada, e os cavacos podem ser descarregados automaticamente para o transportador de cavacos no final, através de dois estágios de placas em espiral e de corrente, para uma produção mais civilizada. Há uma bomba de resfriamento no tanque de refrigerante do transportador de cavacos, que pode ser usada para resfriamento externo da ferramenta, garantindo o desempenho da perfuração e a vida útil da broca, e o refrigerante pode ser reciclado.
3. Sistema de controle numérico totalmente digital:
3.1. Com a função de quebra de cavacos, o tempo de quebra de cavacos e o ciclo de quebra de cavacos podem ser definidos na interface homem-máquina.
3.2. Com a função de elevação da ferramenta, a altura de elevação da ferramenta pode ser definida na interface homem-máquina. Quando a perfuração atinge essa altura, a broca é rapidamente elevada até o topo da peça de trabalho, e então os cavacos são descartados, sendo então rapidamente transferidos para a superfície de perfuração e automaticamente convertidos em trabalho.
3.3. A caixa de controle operacional centralizada e a unidade portátil adotam sistema de controle numérico e são equipadas com interface USB e visor LCD de cristal líquido. Para facilitar a programação, o armazenamento, a exibição e a comunicação, a interface operacional possui funções como diálogo homem-máquina, compensação de erros e alarme automático.
3.4. O equipamento possui a função de pré-visualizar e reinspecionar a posição do furo antes do processamento, sendo a operação muito conveniente.
3.5. Lubrificação automática
Os pares de trilhos-guia lineares de precisão para máquinas-ferramentas, pares de parafusos de esferas de precisão e outros pares de movimento de alta precisão são equipados com sistemas de lubrificação automática. A bomba de lubrificação automática emite óleo sob pressão e a câmara de óleo do lubrificador quantitativo entra no óleo. Após o enchimento da câmara de óleo, quando a pressão do sistema sobe para 1,4-1,75 MPa, o pressostato no sistema é fechado, a bomba para e a válvula de descarga descarrega ao mesmo tempo. Quando a pressão do óleo na estrada cai abaixo de 0,2 MPa, o lubrificador quantitativo começa a preencher o ponto de lubrificação e completa um enchimento de óleo. Devido ao fornecimento preciso de óleo do injetor de óleo quantitativo e à detecção da pressão do sistema, o fornecimento de óleo é confiável, garantindo que haja uma película de óleo na superfície de cada par cinemático, reduzindo o atrito e o desgaste e evitando danos à estrutura interna causados por superaquecimento. , para garantir a precisão e a vida útil da máquina-ferramenta. Comparado com o par de trilhos-guia deslizantes, o par de trilhos-guia lineares rolantes usado nesta máquina-ferramenta tem uma série de vantagens:
①A sensibilidade ao movimento é alta, o coeficiente de atrito do trilho-guia de rolamento é pequeno, apenas 0,0025~0,01, e a potência de acionamento é bastante reduzida, o que equivale apenas a 1/10 das máquinas comuns.
② A diferença entre o atrito dinâmico e estático é muito pequena, e o desempenho de acompanhamento é excelente, ou seja, o intervalo de tempo entre o sinal de acionamento e a ação mecânica é extremamente curto, o que contribui para melhorar a velocidade de resposta e a sensibilidade do sistema de controle numérico.
③É adequado para movimento linear de alta velocidade e sua velocidade instantânea é cerca de 10 vezes maior que a dos trilhos-guia deslizantes.
④ Pode realizar movimentos sem intervalos e melhorar a rigidez do movimento do sistema mecânico.
⑤Produzido por fabricantes profissionais, possui alta precisão, boa versatilidade e fácil manutenção.

4. Ambiente de uso da máquina:
Fonte de alimentação: trifásica AC380V ± 10%, 50Hz ± 1 Temperatura ambiente: 0 ° ~ 45 °

5. Principalparâmetros técnicos:
| Modelo | BOSM6010 | |
| Tamanho máximo da peça de processamento | Comprimento × largura × altura (mm) | 6000×1000×1500 |
| Alimentação máxima do pórtico | Largura (mm) | 1300 |
| tamanho da mesa de trabalho | Comprimento X Largura (mm) | 6000*1000 |
|
Cabeça de perfuração tipo carneiro horizontal cabeça de potência um dois
| Quantidade (2) | 2 |
| Cone do fuso | BT50 | |
| Diâmetro de perfuração (mm) | Φ2-Φ60 | |
| Diâmetro de rosqueamento (mm) | M3-M30 | |
| Velocidade do fuso (r/min) | 30~6000 | |
| Potência do motor do servo fuso (kw) | 37 | |
| Distância do nariz do fuso único ao centro da mesa (mm) | 150-650 | |
| Distância central da extremidade do nariz do fuso duplo (mm) | 300-1300 | |
| Curso esquerdo e direito de um único carneiro (mm) | 500 | |
| A distância entre o centro do carneiro e o plano da mesa (mm) | 200-1700 | |
| Curso ascendente e descendente do carneiro (mm) | 1500 | |
| Repetibilidade | 300 mm * 300 mm | ±0,02 |
| Dimensões da máquina-ferramenta | Comprimento × largura × altura (mm) | de acordo com desenhos |
| Peso bruto (t) | (aprox.) 36 | |
Os parâmetros acima são parâmetros preliminares de projeto. No projeto real, podem haver alterações de acordo com os requisitos de processamento da peça e os requisitos de projeto da máquina-ferramenta, de modo a atender aos requisitos de processamento de peças da sua empresa.

Envie sua mensagem para nós:
Categorias de produtos
-

Centro de usinagem CNC de grafite de alta velocidade série GM
-

Fresamento CNC de alta velocidade Série GT
-

Torno CNC de fuso duplo SK32
-

Centro de usinagem vertical CNC RFTV510 para rodas...
-

Centro de usinagem vertical CNC série RFMV para W...
-

Torno vertical CNC RFCL63V/D para cubo de roda
-

Torno horizontal CNC série RFCP para cubo de roda
-

Máquina específica para virabrequim HG40/50QZ
-

Máquina de torneamento e retificação CNC específica HGQM-01
-

Máquina específica para volante HG40/50L
-

Máquina específica para eixo traseiro HGZK-06
-

Máquinas-ferramentas específicas para válvula HG40/50Q