






Máquina fresadora e mandriladora de cabeça oposta BOSM -5020-5Z
1. Uso do equipamento:
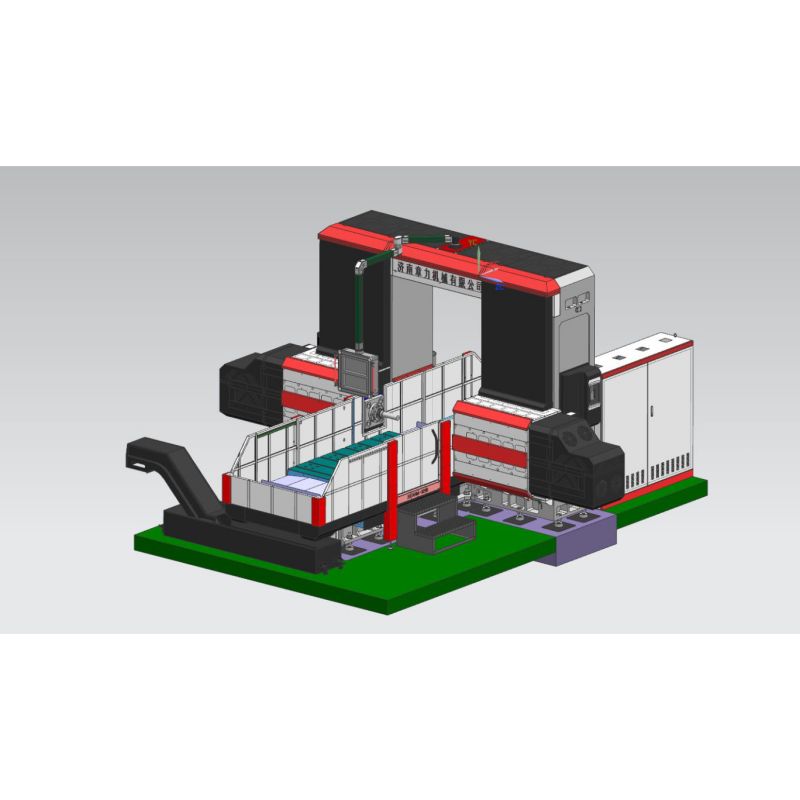
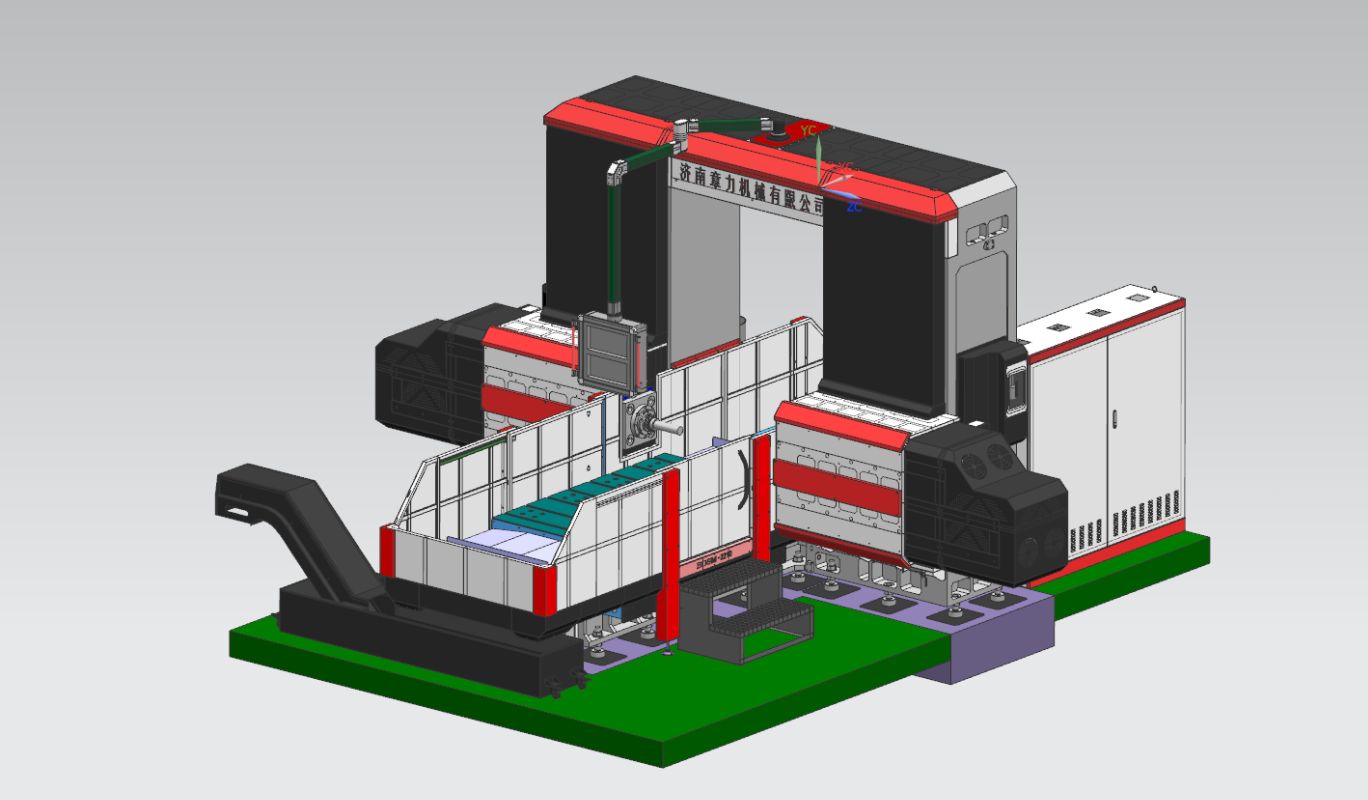
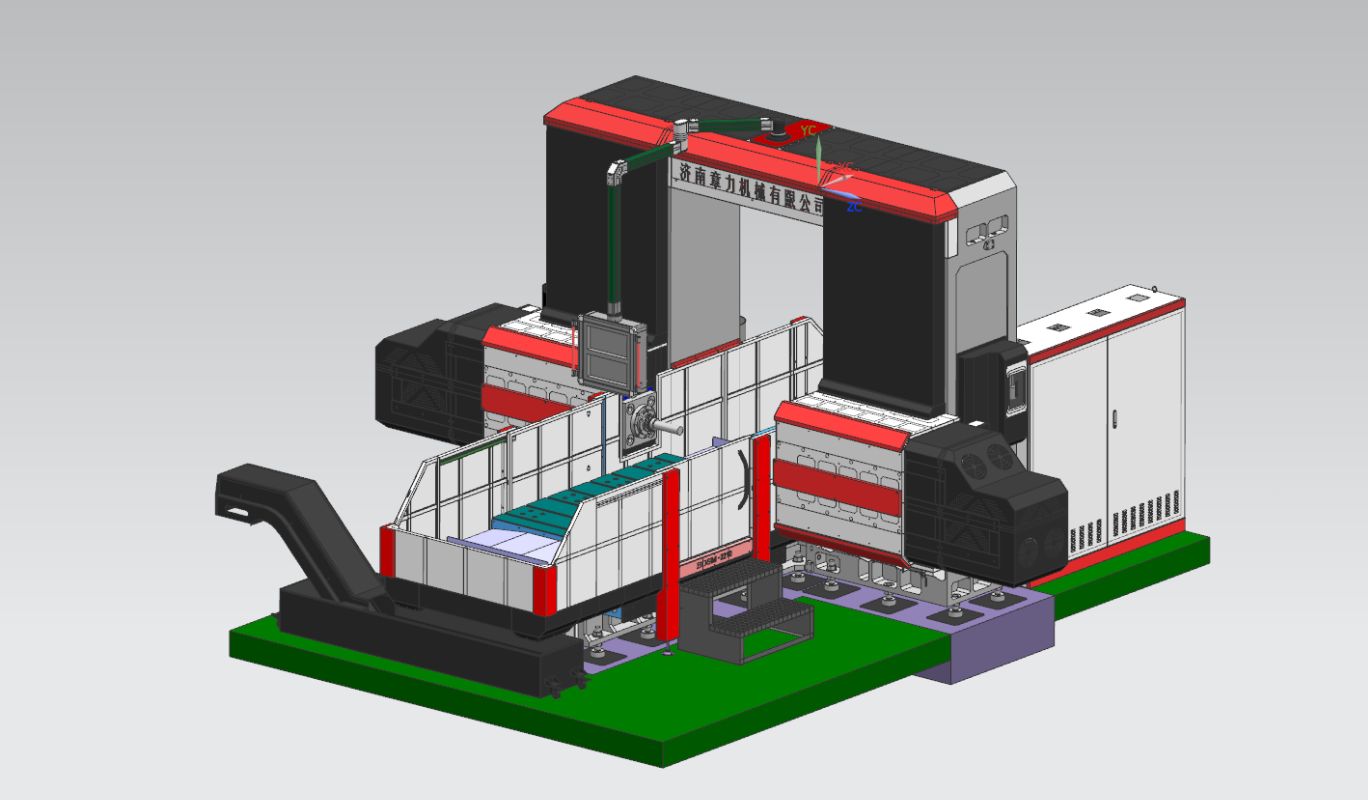
BOSM-5020-5Z CNC bancada móvel de coluna dupla mandriladora e fresadora é uma máquina especial para peças simétricas de máquinas de engenharia. A máquina está equipada com uma bancada móvel especial e dois conjuntos de aríetes horizontais, que podem realizar perfuração, fresamento, mandrilamento e outros processamentos da peça dentro da faixa de curso efetivo, a peça pode ser processada no lugar ao mesmo tempo (sem necessidade de fixação secundária), velocidade rápida de carga e descarga, velocidade de posicionamento rápida, alta precisão de processamento e alta eficiência de processamento.
2. Estrutura do equipamento:
2.1. Principais componentes da Máquina
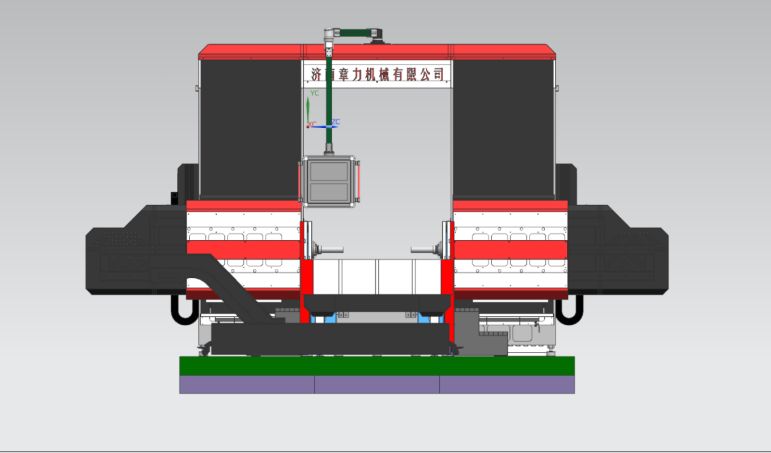
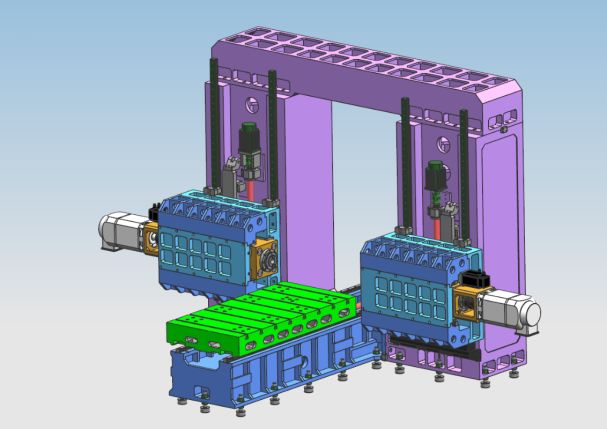
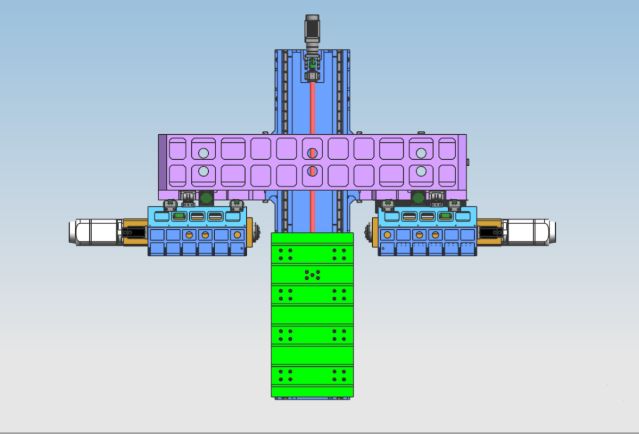
A cama, bancada de trabalho, colunas esquerda e direita, vigas, vigas de conexão do pórtico, selas, aríetes, etc., são todos feitos de moldagem em areia de resina, fundição de ferro cinzento 250 de alta qualidade, recozido em caixa de areia quente → envelhecimento vibratório → recozimento em forno → Envelhecimento por vibração → usinagem áspera → envelhecimento por vibração → recozimento do forno → envelhecimento por vibração → acabamento, elimina completamente o estresse negativo das peças e mantém o desempenho das peças estável. A cama fixa, as colunas esquerda e direita, o pórtico e a bancada se movem; a máquina tem fresagem, mandrilamento, corte, perfuração, escareamento, rosqueamento e outras funções, o método de resfriamento da ferramenta é resfriamento externo, a máquina contém 5 eixos de alimentação, que podem realizar ligação de 4 eixos, ação única de 5 eixos, 2 cabeças motorizadas , o axial da máquina e o cabeçote motorizado são mostrados na figura abaixo.
2.2. A estrutura principal da peça de alimentação da transmissão axial
2.2.1. Eixo X: A mesa de trabalho alterna lateralmente ao longo do trilho-guia da base fixa.
Transmissão do eixo X: Servo motor CA e redutor planetário de alta precisão são usados para acionar a mesa de trabalho através da transmissão do parafuso esférico para realizar o movimento linear do eixo X.
Forma do trilho-guia: coloque dois trilhos-guia lineares de precisão de alta resistência
2.2.2.Eixo Y1: A cabeça motorizada e um aríete são instalados verticalmente na parte frontal da coluna e alternam para a esquerda e para a direita ao longo do trilho-guia da coluna.
Transmissão do eixo Y1: O servo motor CA é usado para acionar o parafuso esférico para movimentar a sela e realizar o movimento linear do eixo Y1.
Forma do trilho guia: 4 peças de trilhos guia lineares tipo 45.
2.2.3.Eixo Y2: O segundo aríete da cabeça motorizada é instalado verticalmente na parte frontal da coluna e alterna para a esquerda e para a direita ao longo do trilho-guia da coluna.
Transmissão do eixo Y2: O servo motor CA é usado para acionar o parafuso esférico para acionar o movimento da sela para realizar o movimento linear do eixo Y1.
Forma de trilho de guia: 4 peças de trilhos de guia linear tipo 45


2.2.4. Eixo Z1: A sela deslizante da cabeça motorizada é instalada verticalmente na parte frontal da coluna direita e alterna para cima e para baixo ao longo do trilho-guia da coluna.
Transmissão do eixo Z1: Servo motor CA e redutor planetário de alta precisão são usados para acionar o aríete para se mover através do parafuso esférico para realizar o movimento linear do eixo Z1.
Forma do trilho de guia: 2 trilhos de guia linear tipo 65
2.2.5.Eixo Z2: A sela deslizante da cabeça motorizada é instalada verticalmente na parte frontal da coluna direita e alterna para cima e para baixo ao longo do trilho guia da coluna.
Transmissão do eixo Z1: Servo motor CA mais redutor planetário de alta precisão é usado para acionar o aríete para se mover através do parafuso esférico para realizar o movimento linear do eixo Z2.
Forma do trilho de guia: 2 trilhos de guia linear tipo 65

Coluna de fundição ht250 de alta qualidade, 2 peças de trilhos de guia lineares resistentes tipo 65
O cabeçote motorizado de mandrilamento e fresamento (incluindo o cabeçote motorizado 1 e 2) é um aríete quadrado composto e a direção do movimento é guiada por 4 trilhos guia de rolos lineares. O inversor usa um servo motor CA para acionar o par de fusos de esferas de precisão. A máquina está equipada com uma barra de equilíbrio de nitrogênio. , Reduza a capacidade de carga da cabeça da máquina no parafuso e no servo motor. O motor do eixo Z possui uma função de freio automático. No caso de falha de energia, o freio automático segurará firmemente o eixo do motor para que ele não possa girar. Ao trabalhar, quando a broca não toca a peça de trabalho, ela avançará rapidamente; quando a broca toca a peça de trabalho, ela muda automaticamente para alimentação de trabalho. Quando a broca penetra na peça de trabalho, ela muda automaticamente para retrocesso rápido; quando a extremidade da broca sai da peça de trabalho e atinge a posição definida, ela se moverá para a próxima posição do furo para realizar a circulação automática. E pode realizar as funções de furação cega, fresamento, chanframento, quebra de cavacos, remoção automática de cavacos, etc., o que melhora a produtividade do trabalho.


O cabeçote motorizado de aríete quadrado composto de curso de 500 mm usa guias lineares em vez de inserções tradicionais para melhorar significativamente a precisão da orientação, mantendo a rigidez do aríete quadrado.
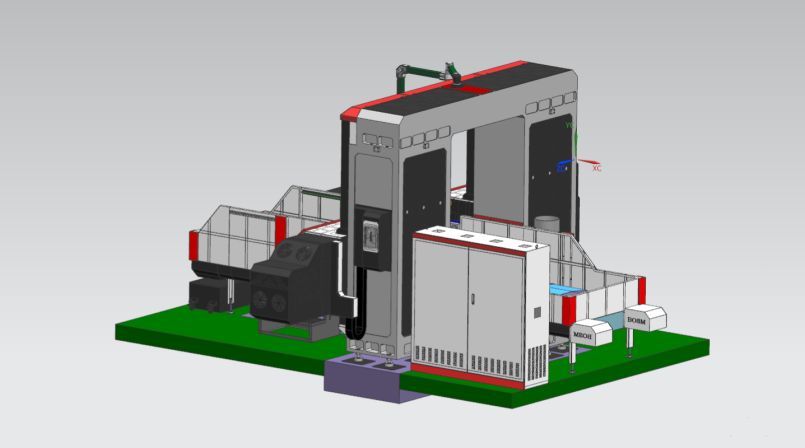
2.3. Remoção e resfriamento de cavacos
Existem transportadores de cavacos de corrente plana e espiral instalados em ambos os lados sob a bancada, e os cavacos podem ser transportados automaticamente para o transportador de cavacos no final através de dois estágios de placas em espiral e de corrente para realizar a produção civilizada. Há uma bomba de resfriamento no tanque de refrigerante do transportador de cavacos, que pode ser usada para resfriamento externo da ferramenta para garantir o desempenho e a vida útil da ferramenta, e o refrigerante pode ser reciclado.

3. Sistema de controle numérico digital completo:
3.1. Com a função de quebra de cavacos, o tempo de quebra de cavacos e o ciclo de quebra de cavacos podem ser definidos na interface homem-máquina.
3.2. Equipado com a função de elevação da ferramenta, a distância de elevação da ferramenta pode ser definida na interface homem-máquina. Quando a distância é atingida, a ferramenta é levantada rapidamente, depois os cavacos são jogados fora e, em seguida, são encaminhados rapidamente para a superfície de perfuração e automaticamente convertidos em trabalho.
3.3. A caixa de controle de operação centralizada e a unidade portátil adotam sistema de controle numérico e são equipadas com interface USB e display LCD de cristal líquido. Para facilitar a programação, armazenamento, exibição e comunicação, a interface de operação possui funções como diálogo homem-máquina, compensação de erros e alarme automático.
3.4. O equipamento tem a função de visualizar e reinspecionar a posição do furo antes do processamento, e a operação é muito conveniente.
4. Lubrificação automática
Pares de trilhos-guia lineares de precisão de máquina, pares de fusos de esferas de precisão e outros pares de movimento de alta precisão são equipados com sistemas de lubrificação automática. A bomba de lubrificação automática produz óleo sob pressão e a câmara de óleo lubrificador quantitativo entra no óleo. Depois que a câmara de óleo é preenchida com óleo, quando a pressão do sistema sobe para 1,4-1,75Mpa, o pressostato do sistema é fechado, a bomba para e a válvula de descarga descarrega ao mesmo tempo. Quando a pressão do óleo na estrada cai abaixo de 0,2Mpa, o lubrificador quantitativo começa a encher o ponto de lubrificação e completa um enchimento de óleo. Devido ao fornecimento preciso de óleo do injetor quantitativo de óleo e à detecção da pressão do sistema, o fornecimento de óleo é confiável, garantindo que haja uma película de óleo na superfície de cada par cinemático, reduzindo o atrito e o desgaste, e evitando danos ao a estrutura interna causada pelo superaquecimento. , para garantir a precisão e a vida útil da Máquina. Comparado com o par de trilhos-guia deslizantes, o par de trilhos-guia lineares rolantes usado nesta máquina tem uma série de vantagens:
①A sensibilidade ao movimento é alta, o coeficiente de atrito do trilho-guia rolante é pequeno, apenas 0,0025 ~ 0,01, e a potência de acionamento é bastante reduzida, o que equivale apenas a 1/10 das máquinas comuns.
② A diferença entre o atrito dinâmico e estático é muito pequena, e o desempenho de acompanhamento é excelente, ou seja, o intervalo de tempo entre o sinal de acionamento e a ação mecânica é extremamente curto, o que contribui para melhorar a velocidade de resposta e sensibilidade de o sistema de controle numérico.
③É adequado para movimento linear de alta velocidade e sua velocidade instantânea é cerca de 10 vezes maior que a dos trilhos-guia deslizantes.
④ Pode realizar movimentos contínuos e melhorar a rigidez do movimento do sistema mecânico.
⑤Produzido por fabricantes profissionais, possui alta precisão, boa versatilidade e fácil manutenção.
5.Inspeção a laser de três eixos:
Cada máquina da Bosman é calibrada pelo interferômetro a laser da empresa RENISHAW no Reino Unido para inspecionar e compensar com precisão o erro de passo, folga, precisão de posicionamento, precisão de posicionamento repetido, etc., para garantir a estabilidade dinâmica, estática e precisão de processamento do máquina . Inspeção do ballbar Cada máquina usa um ballbar da empresa britânica RENISHAW para calibrar a precisão do círculo verdadeiro e a precisão geométrica da máquina, e realizar experimentos de corte circular ao mesmo tempo para garantir a precisão da usinagem 3D e a precisão circular da máquina.


6. Ambiente de uso da máquina:
6.1. Requisitos do ambiente de uso do equipamento
Manter um nível constante de temperatura ambiente é um fator essencial para a usinagem de precisão.
(1) Os requisitos de temperatura ambiente disponíveis são de -10°C a 35°C, quando a temperatura ambiente é de 20°C, a umidade deve ser de 40% a 75%.
(2) Para manter a precisão estática da Máquina dentro da faixa especificada, a temperatura ambiente ideal deve ser de 15°C a 25°C, e a diferença de temperatura não deve exceder ±2°C/24h.
6.2. Tensão de alimentação: 3 fases, 380 V, dentro da faixa de flutuação de tensão de ± 10%, frequência de alimentação: 50 Hz.
6.3. Se a tensão na área de utilização for instável, a Máquina deverá ser equipada com uma fonte de alimentação estabilizada para garantir o funcionamento normal da Máquina.
6.4. A Máquina deve ter um aterramento confiável: o fio de aterramento é um fio de cobre, o diâmetro do fio não deve ser inferior a 10mm² e a resistência de aterramento deve ser inferior a 4 ohms.
6.5. A fim de garantir o desempenho normal de funcionamento do equipamento, se o ar comprimido da fonte de ar não puder atender aos requisitos da fonte de ar, um conjunto de dispositivos de purificação da fonte de ar (desumidificação, desengorduramento, filtragem) deve ser adicionado antes da entrada de ar da Máquina.
6.6. Mantenha o equipamento longe da luz solar direta, vibração e fontes de calor, geradores de alta frequência, máquinas de solda elétrica, etc., para evitar falhas na produção da máquina ou perda de precisão da máquina.
7.Parâmetros técnicos:
| Modelo | 5020-5Z | |
| Tamanho máximo da peça de processamento | Comprimento × largura × altura (mm) | 5000×2000×2500 |
| Avanço máximo do pórtico | Largura (mm) | 2300 |
| tamanho da mesa de trabalho | Comprimento X Largura (mm) | 5000*2000 |
| Viagem de mesa | A bancada se move para frente e para trás (mm) | 5.000 |
| Aríete duplo levanta e desce | Curso para cima e para baixo do aríete (mm) | 2500 |
| Cabeça de perfuração tipo aríete horizontal cabeça motorizada um dois | Quantidade (2) | 2 |
| Cabeça de perfuração tipo aríete horizontal cabeça motorizada um dois | Conicidade do fuso | BT50 |
| Velocidade do fuso (r/min) | 30~5000 | |
| Potência do motor do servofuso (kw) | 37*2 | |
| A distância entre os centros das pontas dos dois fusos (mm) | 1500-2500mm | |
| Curso esquerdo e direito do aríete único (mm) | 500 | |
| Curso esquerdo e direito do aríete duplo (mm) | 1000 | |
| Precisão de posicionamento bidirecional | 300mm*300mm | ±0,025 |
| Precisão de posicionamento de repetição bidirecional | 300mm*300mm | ±0,02 |
| Peso bruto (t) | (cerca de)55 | Peso bruto (t) |

Envie sua mensagem para nós:
Categorias de produtos
-

Máquina fresadora e mandriladora de cabeça oposta BOSM -12010
-

CNC de 5 eixos de alta velocidade GMH-2045-Q
-

Máquina fresadora CNC para serviços pesados
-

Centro de usinagem de 5 eixos
-

Centro de usinagem pórtico de cinco eixos série PM-GU
-

Máquina retificadora de engrenagens CNC vertical de servo duplo-C ...